왜 강건설계가 필요한가 — 현실은 설계 조건과 다릅니다
실험실에서 완벽하게 작동하던 제품이 고객의 손에서 다르게 반응하는 일이 반복됩니다. 외기 온도, 습도, 제조 공차, 전압 변동, 사용 습관의 편차가 모두 성능을 흔드는 실제 원인입니다. 이 변동은 설계자가 통제할 수 없는 영역에 있고, 출하 검사를 아무리 강화해도 모든 현장 조건을 커버할 수 없습니다. 필드 불량의 많은 부분은 설계 자체가 아니라 변동에 대한 민감도에서 비롯됩니다.
전통적인 접근은 "공차를 조여 변동을 줄이자"입니다. 그러나 공차를 줄이는 일은 원가를 지수적으로 끌어올립니다. 비용으로 변동을 덮는 방식은 단기 효과는 있어도 지속 가능하지 않습니다. 강건설계는 다른 질문으로 시작합니다. 같은 변동이 들어와도 출력이 덜 흔들리는 설계 지점이 있지 않은가. 이 관점의 전환이 로버스트 엔지니어링의 출발선입니다.
핵심 철학은 간명합니다. 노이즈를 없애지 않고, 노이즈에 둔감한 시스템을 만드는 것입니다. 같은 변동이 들어와도 출력 변동을 최소화하도록 설계 파라미터를 배치하면, 비싼 공차 관리 없이도 안정적 성능을 확보할 수 있습니다.
로버스트 엔지니어링이란 — 다구치 방법론의 정의
로버스트 엔지니어링은 일본의 품질 공학자 다구치 겐이치(田口玄一, 1924–2012)가 1950년대 전전공사 통신연구소에서 정립한 품질공학 체계입니다. 다구치 방법이라는 이름으로도 널리 쓰이며, 손실 함수·S/N 비·직교배열을 하나의 일관된 설계 방법으로 묶은 것이 특징입니다. 규격 내부라도 목표값에서 벗어나면 사회적 손실이 발생한다는 손실 함수 관점이 그 철학적 근거가 됩니다.
실행의 축은 Parameter Design과 Tolerance Design 두 단계로 구성됩니다. 먼저 파라미터 설계로 노이즈 인자의 영향을 가장 적게 받는 제어 인자 수준 조합을 찾습니다. 여기에서도 부족한 분산만 남을 때, 선택적으로 허용차 설계에 진입해 핵심 인자의 공차만 조이는 것이 원칙입니다. 순서를 지키면 같은 품질을 훨씬 낮은 원가로 얻을 수 있습니다.
방법론이 도구의 나열이 아니라 체계로 기능하는 이유는 세 요소가 서로를 보완하기 때문입니다. 손실 함수가 개선의 동기를 수치화하고, 직교배열이 실험 부담을 압축하며, S/N 비가 평균과 분산을 한 지표로 묶어 판단을 단순하게 만듭니다.
세 가지 관점 전환 — 산포 우선, 파라미터 우선, 노이즈 둔감
첫 번째 전환은 산포를 먼저 줄이고 평균은 나중에 맞추는 순서입니다. 다구치의 2단계 최적화는 S/N 비를 크게 하는 인자로 산포를 먼저 잡고, 평균만 움직이는 조정 인자로 목표값 m에 맞춥니다. 평균을 먼저 맞추면 이후에 산포 문제가 다시 올라와 시행착오가 반복됩니다.
두 번째 전환은 파라미터 설계를 먼저 하고 허용차 설계를 나중에 하는 순서입니다. 공차를 조이기 전에 설계 지점을 옮기는 것만으로도 노이즈 영향이 크게 줄어드는 경우가 많습니다. 허용차는 파라미터 설계로도 잡히지 않는 잔여 분산에만 선택적으로 쓰는 자원입니다.
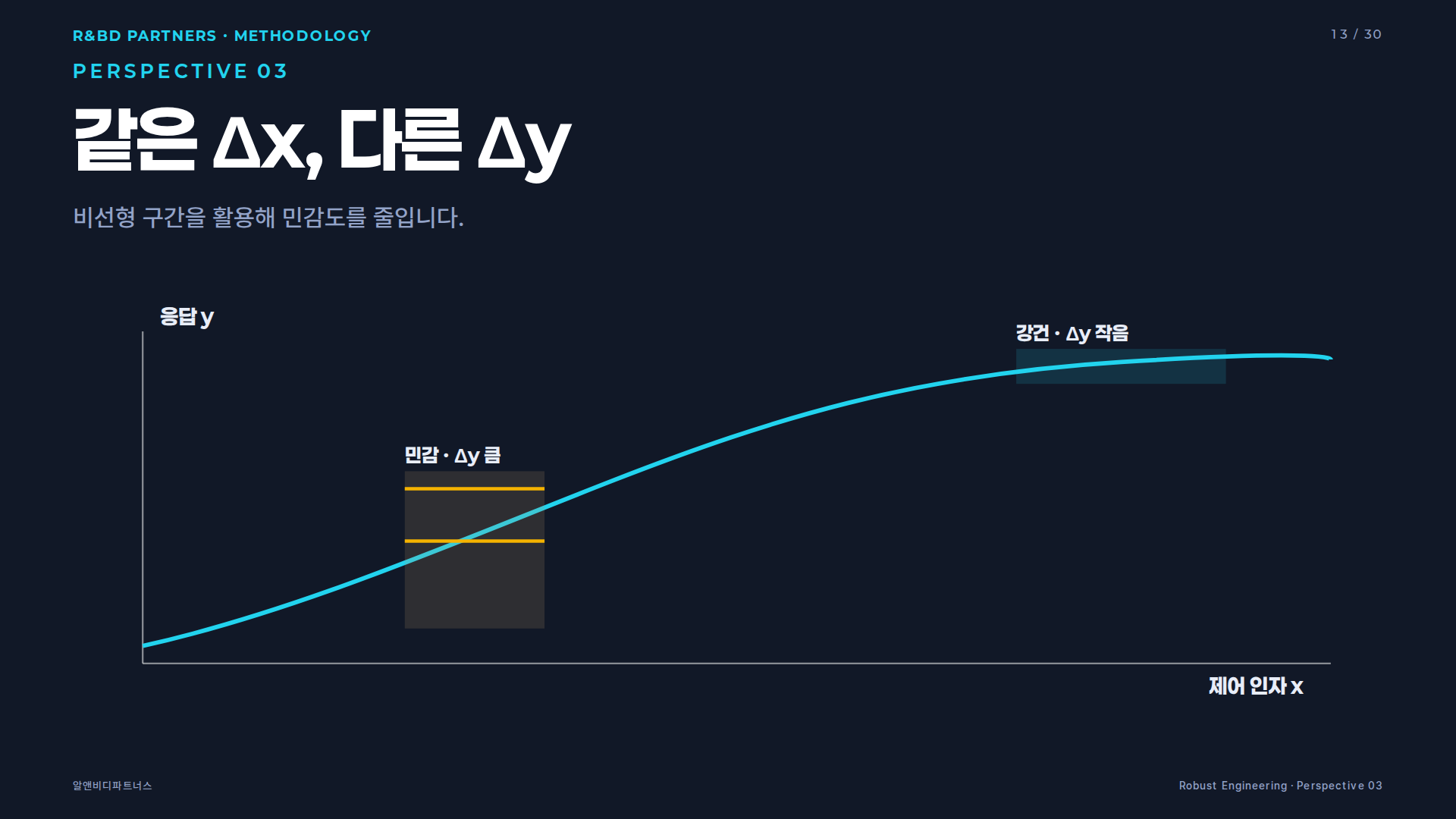
세 번째 전환은 노이즈를 없애려 하지 않고 노이즈에 둔감해지려는 접근입니다. 입출력 관계의 비선형 구간을 활용하면, 같은 입력 변동이라도 출력 변동으로 덜 전달되는 지점이 존재합니다. 이 지점을 의도적으로 찾는 것이 강건설계의 본질입니다.
방법론의 기원과 진화 — 전후 일본에서 글로벌 표준까지

방법론의 출발점은 1950년대 일본 전전공사 통신연구소입니다. 다구치는 전후 복구기의 제한된 실험 자원 안에서 다인자 실험을 가능하게 하는 직교배열과 S/N 비 체계를 설계했습니다. 1960년 Deming Application Prize를 받았고, 토요타와 덴소 같은 일본 제조업에 빠르게 확산되었습니다. 부품 개발과 공정 관리의 기본 문법이 된 것도 이 시기입니다.
1981년 Ford 초청 세미나를 계기로 방법론이 북미에 진입했습니다. 1984년에는 미시간주 디어본에 ASI(American Supplier Institute)가 설립됩니다. Ford·Xerox·Kodak·ITT 같은 기업에 교육이 빠르게 확산된 배경이 여기에 있습니다. 1989년 Bell Labs의 Madhav Phadke가 출간한 교과서는 서방 학계의 진입 관문이 되었습니다. 1993년에는 일본 品質工学会가 창립되어 연구 거점도 마련되었습니다.
한국에서는 1990년대 후반 6시그마 도입과 함께 국내 주요 대기업을 중심으로 DFSS의 Optimize 단계 핵심 도구로 자리 잡았습니다. 오늘의 로버스트 엔지니어링은 DFSS·FMEA·QFD와 결합된 설계 플랫폼으로 사용됩니다.
다섯 단계 프로세스 — P-diagram에서 확인 실험까지
첫 단계는 Parameter Diagram 작성입니다. 시스템을 가운데 두고 입력 신호, 노이즈 인자, 제어 인자, 응답을 한 장에 고정합니다. 이 그림 한 장으로 이후 모든 실험과 해석의 범위가 일치되며, 팀 간 해석 차이를 없애는 효과가 큽니다.
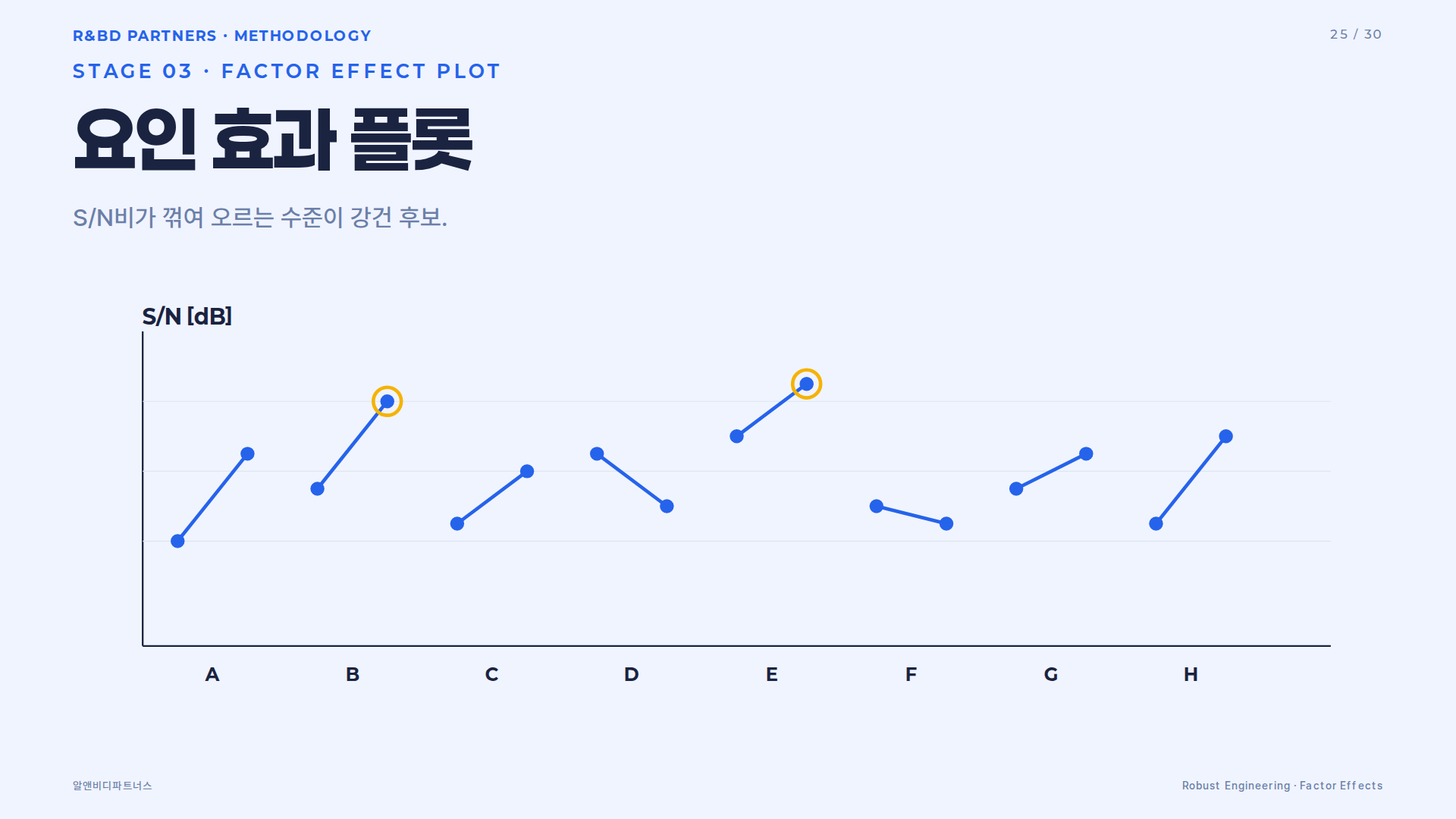
둘째 단계는 Inner/Outer Array의 교차 실험 설계입니다. 제어 인자 조합을 L8·L9·L18 같은 내측 배열에 배치하고, 외측 배열에 주요 노이즈 인자 조합을 배치합니다. 각 내측 조건마다 외측 전체를 반복 수행해 S/N 비를 산출합니다. 셋째 단계는 S/N 분석입니다. 평균과 분산을 하나의 dB 지표로 묶어 요인 효과 플롯으로 시각화하면, 통계 전공이 아닌 엔지니어도 결과를 공유 가능한 언어로 해석할 수 있습니다.
넷째 단계는 2단계 최적화입니다. 먼저 S/N 비에 크게 기여하는 인자를 강건 지점으로 고정하고, 평균을 움직이는 조정 인자로 목표값에 맞춥니다. 다섯째 단계는 확인 실험입니다. 예측 S/N 비와 실측 S/N 비를 비교해 괴리가 크면 상호작용과 노이즈 설계를 점검하고 재설계합니다.
핵심 도구 네 가지 — Loss Function · Orthogonal Array · S/N Ratio · P-diagram

첫 도구는 손실 함수 L(y) = k·(y − m)² 입니다. 규격 내부라도 목표값에서 멀어지면 손실이 2차 함수로 커진다는 관점을 수식화합니다. 이로써 산포 감소의 경제적 가치를 원가로 환산할 수 있습니다. 둘째 도구는 직교배열입니다. L4·L8·L9·L12·L16·L18·L27 같은 표준표를 조합해 완전요인에 비해 실험 횟수를 한 자릿수 분수로 압축합니다. 현장 엔지니어가 통계 이론 없이도 실험을 설계하고 결과를 읽을 수 있게 만든 실용화가 방법론의 큰 기여입니다.
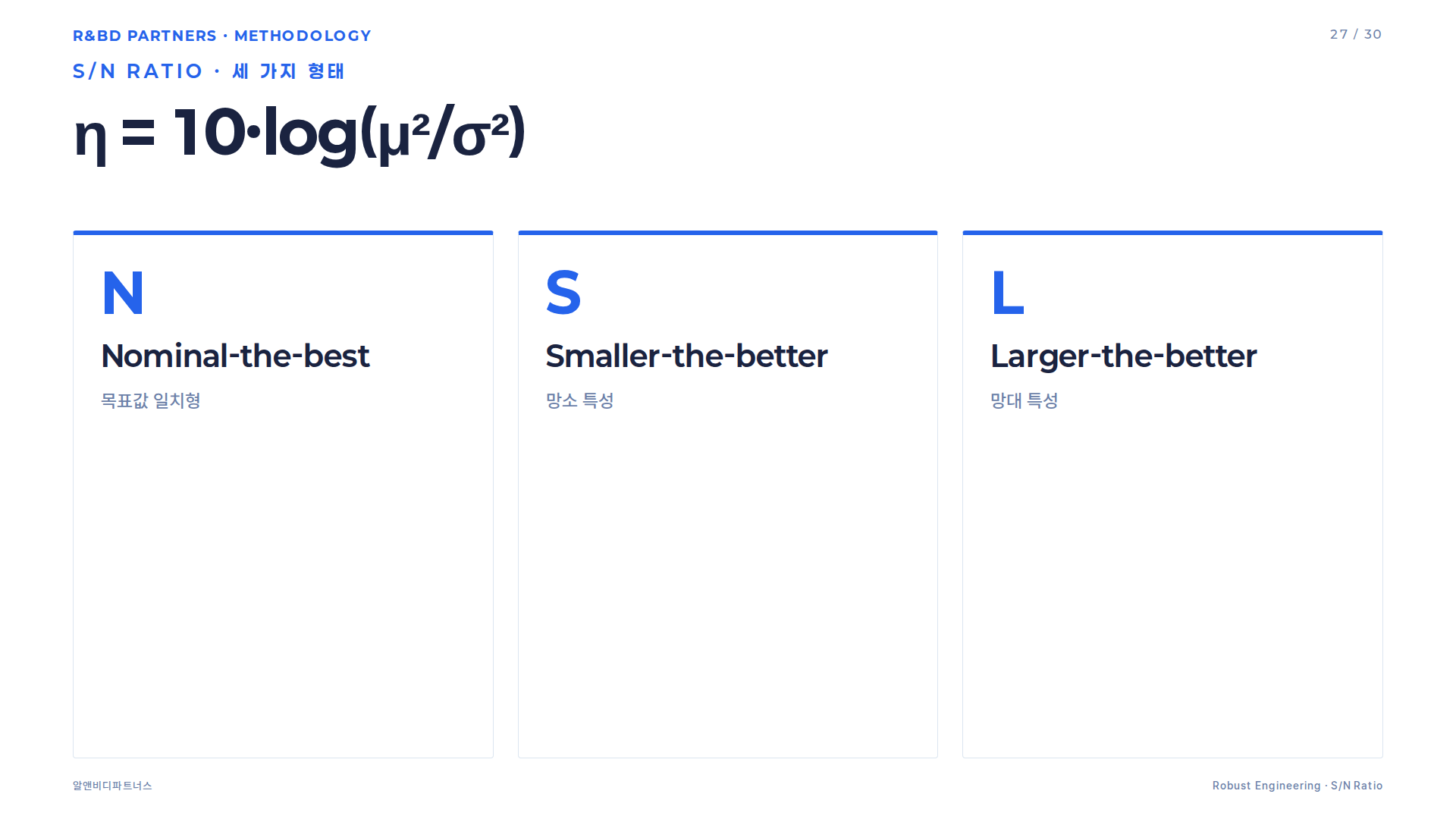
셋째 도구 S/N 비는 평균과 분산을 한 dB 지표로 묶습니다. 목표값형·망소·망대 세 형태로 정식화되어 서로 다른 품질 특성을 비교 가능하게 합니다. 넷째 도구 P-diagram은 신호·제어·노이즈·응답을 한 장에 정리해 실험과 해석의 범위를 고정하는 시각 도구입니다. 네 도구가 서로를 보완하며 하나의 설계 체계로 작동합니다.
기대 효과와 적용 영역 — DFSS 안에서의 역할

로버스트 엔지니어링이 가장 큰 효과를 내는 영역은 제조 변동이 큰 공정과 사용 환경 변동이 큰 제품입니다. 사출·다이캐스팅·용접 공정, 자동차·모빌리티 부품, 야외용 장비처럼 환경 노이즈가 피할 수 없는 경우에 진가를 발휘합니다. 공차를 조이지 않고도 노이즈 둔감 지점으로 이동해 필드 재현성을 확보할 수 있습니다.
DFSS 안에서는 Optimize 단계 핵심 도구로 기능합니다. QFD가 CTQ를 정의하고 FMEA가 위험을 식별한 뒤, 로버스트 엔지니어링이 그 CTQ를 안정적으로 달성하는 설계 파라미터 조합을 찾습니다. 세 도구가 순차적으로 연결될 때 "고객이 원하는 성능을 안정적으로 달성하는 설계"가 완성됩니다.
알앤비디파트너스는 강건설계를 DFSS 프레임워크 안에서 교육하고 적용합니다. 개별 도구로 분리해 배울 때보다 연결된 맥락에서 배울 때 현장 적용력이 높아지기 때문입니다.
로버스트 엔지니어링 교육이나 DFSS 프로젝트에 대해 문의해 주세요.
로버스트 엔지니어링 문의하기